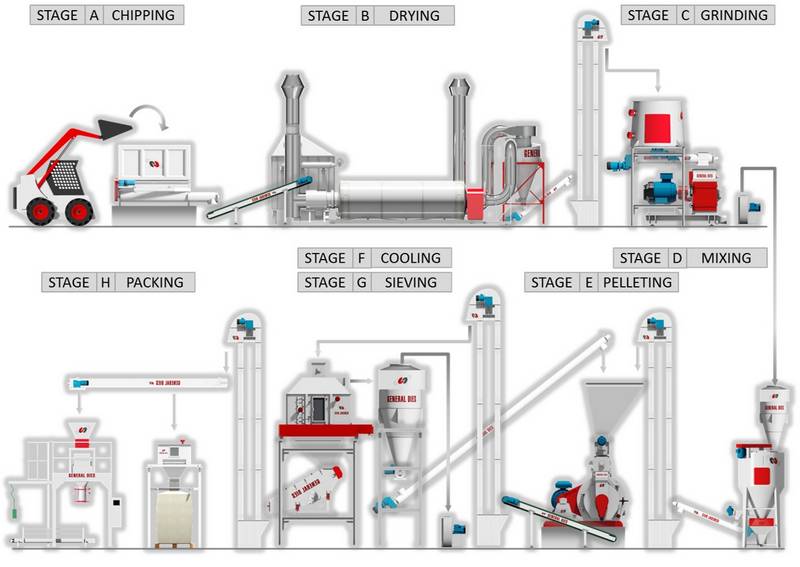
PHASE ‘A’: CHIPPING
The raw material is mostly in 3 forms:
– trunks
– branches
– sawmill waste
Therefore a reduction in size is necessary. This operation can happen directly on the collection site, using specific machines with electric motors or connected to tractors. The product obtained is humid, with a medium size, named “chips”, and is suitable to be transported using the most common transport systems. Now, the product must be dried to obtain the correct humidity percentage for the inlet in the pellet mill.
PHASE ‘B’: DRYING
The humidity percentage of the wood must be reduced from approx 50% to not more than 12-13%. The machine could be a rotary drum drier or a belt drier and has a burner that can be alimented with oil, gasoline, gas or wood.
PHASE ‘C’: REFINING
After drying a refiner mill, complete with aspiration unit, reduces the dimensions of the product and prepares it for pelleting. The product is also cleared from any ferrous part.
PHASE ‘D’: MIXING
A mixing silo make the product homogeneous and in this silo the product can be stocked.
PHASE’E’: PELLETING
The material is entering in the pellet mill passing through the conditioner. Here other ingredients could be added, before the material goes into the pellet pressure chamber to be transformed into pellets by the die. On the outside of the holes some knives cut the pellets at the desired length.
PHASE ‘F’: COOLING
After pelleting, the product is very hot, therefore it’s necessary to cool the product at approximately +5°C in respect to the room temperature, in order to give it the right hardness and the best consistence to store and handle it. The machine is a counter current cooler complete with air aspiration line the recovery of dust.
PHASE ‘G’: SIEVING
In this phase the product is cleaned from the dust, which is brought back into the production cycle.
PHASE ‘H’: PACKAGING
The pelleted product is conveyed to the silo for storage before delivery. It can be delivered in bulk, loaded on trucks or packed in sacks or big-bag. The machines for packaging could be manual, semi-automatic or automatic, based on the requested production.
 We offer complete plants and pelleting lines for the treatment and production of wood or biomass pellets.
We offer complete plants and pelleting lines for the treatment and production of wood or biomass pellets.